首頁 》 新聞中心
|
後端包裝:自動檢查和分類
時間:2020-4-24 16:43:51
 項目介紹 在需要使用粘合劑的手動電子制造過程中,與使用自動分配器相比,通常需要花費兩倍的精力來完成。當使用傳統的粘合劑分配器時,該過程涉及使用接觸型分配器将粘合劑施加到諸如電子部件和LED封裝的表面上。但是,随着産品的小型化,這些傳統的分配器将無法使用。相反,需要高速自動膠粘劑分配器來提供精确的流量控制以及高精度和非接觸式應用,以形成通常是微米尺寸的點,線和其他形狀 系統要求客戶需要一個包括氣動機器,圖像處理器,I / O模塊和Internet通信控制模塊的自動膠粘劑分配系統。需要工業計算機來集成電動機驅動器,點膠機控制器和高速相機。點膠系統必須保持穩定的膠粘劑控制和軌迹規劃。在運行過程中,這不僅包括控制氣缸,還包括監測環境溫度和來自各種傳感器的信号。分配完成後,系統需要通過機器視覺檢查來确認粘合劑已正确地施加到表面上。
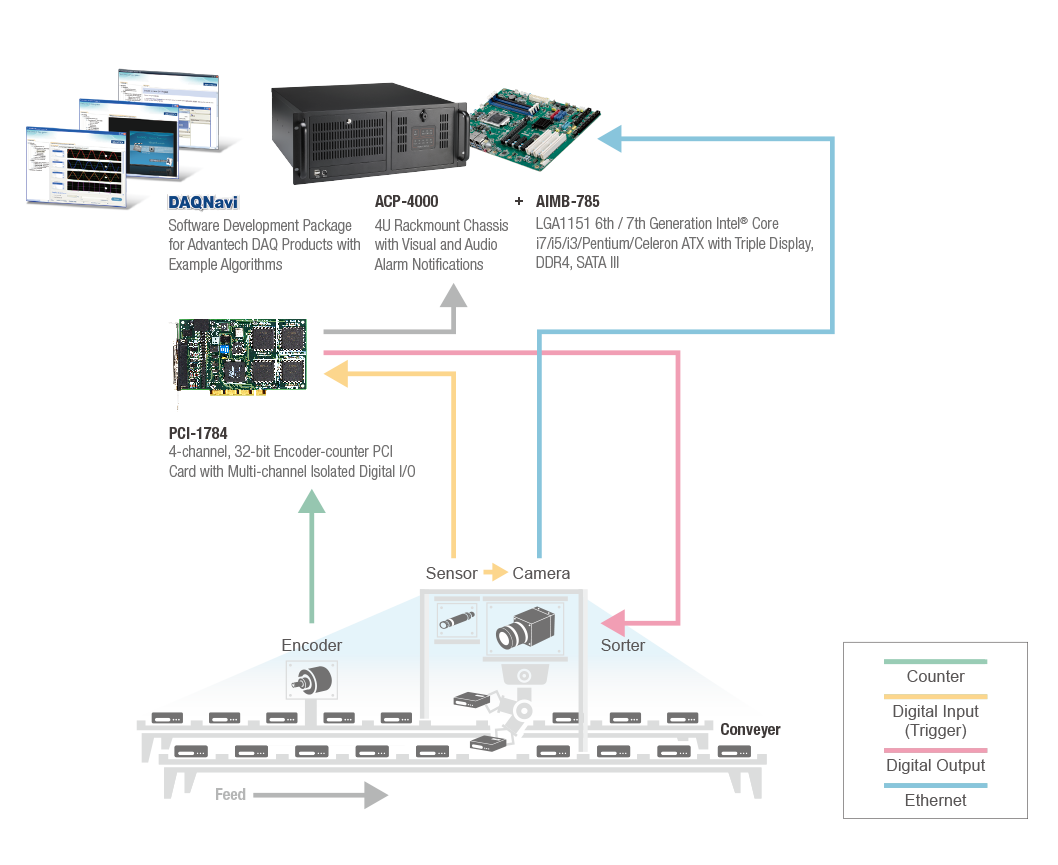
系統描述 IPC-7132是點膠機的計算平台,它配備了Core-i3 CPU,可以進行精确的多任務運動控制和精确的圖像檢查。氣動組件與PCI-1756高速IO卡結合使用,可以同時控制電磁閥和檢查信号。基于PCI-1245V 4軸DSP的電機控制卡可以通過最大5Mpps脈沖輸出設備将其關鍵路徑規劃功能輸出到所連接的服務器電機控制器。基于研華自行開發的通用運動API,客戶可以通過補償線性,電弧功能來規劃定制路線,同時用PWM波控制分配噴嘴,每個輸出量可以通過打開和關閉噴嘴的時間來确定。其中,打開和關閉噴嘴所需的時間(ON_time + Off_Time)稱爲一個周期。當塗布粘合劑時,在定下固定次數的循環後,可以通過限制速度來控制分布,從而獲得複雜的塗布圖案。塗布膠粘劑時,以100〜200 Hz的噴射速度決定膠粘劑的閥和相應的量,同時通過噴嘴的移動速度控制間距。爲确保精确的多任務運動控制和精确的圖像檢查,工業計算機采用了IPC-7132機箱和AIMB-701主闆(Core-i3 CPU),并安裝了PCI-1756高速I / O卡連接到氣動元件以控制電磁閥并獲取信号數據。基于PCI-1245 4軸DSP的電機控制卡被認爲是服務器電機控制器的理想選擇,因爲它具有用于軌迹規劃的保留内存,最大脈沖輸出爲5 Mpps。它還支持研華的Common Motion API,該API可以通過線性和弧形功能自定義軌迹,同時通過PWM控制分配噴嘴,從而能夠根據噴嘴周期(指打開和關閉噴嘴之間的時間)設置輸出量。噴嘴)。因此,可以通過限制速度來控制分布,從而獲得複雜的塗層圖案。具體地,分配器閥和粘合劑量可以在100〜200Hz的噴射速度下進行管理,并且可以通過調節噴嘴的移動速度來控制間隔。 項目實施 ACP-4000:具有可視和音頻警報通知的4U機架式機箱
|